
Modern cold work tool steels for AHSS applications
Over the last few years there has been an increasing development in the automotive industry like PHEV (Plug- in Hybrid Electric Vehicles), BEV (Battery Electric Vehicles), FCEV (Fuel Cell Electric Vehicles), and ICE (Internal Combustion Engine vehicles). Independent on technology they are all striving for better fuel efficiency, lower emission, better crash safety and longer range.
These demands have driven the development in every link in the supplier chain for stronger, lighter or more efficient parts to build the car from. One example is “Advanced High-Strength Steels” (AHSS). The use of AHSS has lowered the weight of the cars body structure at the same time as the crash safety level has been raised.
From a tooling perspective this has raised the demand on tooling materials. The need for high performance and reliable cold work tool steels that are easy to processed are much bigger today. This fact will exclude most of the traditional tool steels and high speed steels that can perhaps fulfil one good property, high compressive strength, wear resistance, ductility, weldability or machinability for example. Today a much wider property profile is necessary to secure a high and predictable productivity without unplanned stops.
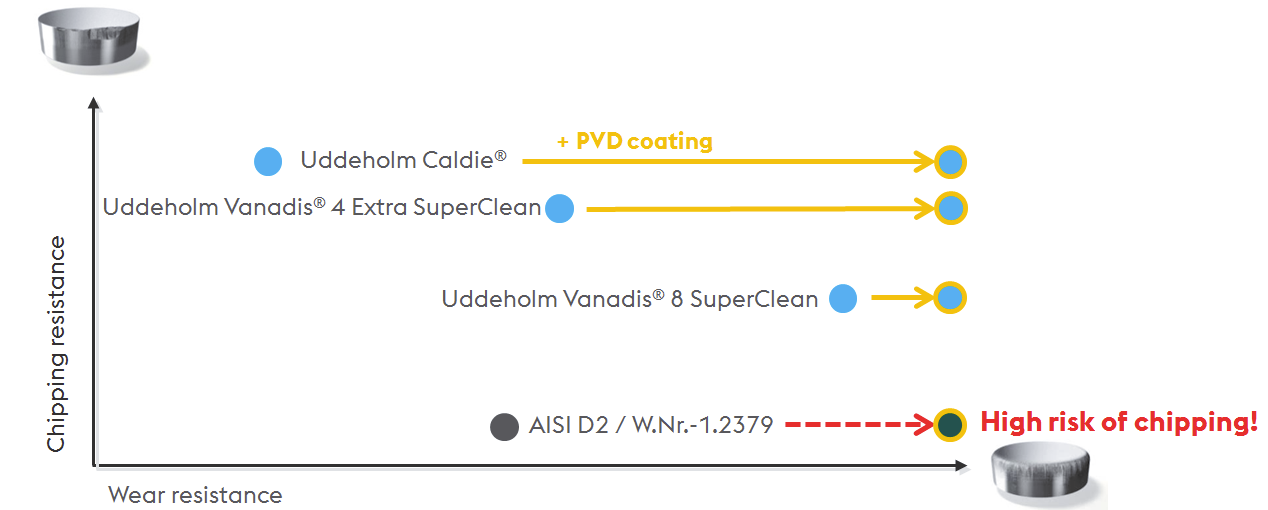
Three modern cold work tool steels developed to meet this are Uddeholm Caldie®, Uddeholm Vanadis® 4 Extra SuperClean and Uddeholm Vanadis® 8 SuperClean.
Uddeholm Caldie® is an ESR re-melted material with a well-balanced chemical composition that secure a high hardness and ductility combination that make this grade an optimal solution especially in combination with a PVD coating. If an AISI D2 material is coated the chipping resistance will be considerable lower due to the presence of big primary carbides.
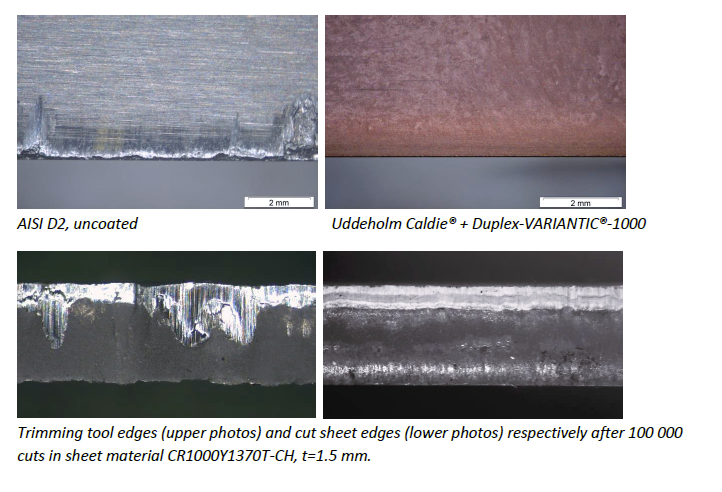
Uddeholm Caldie® is often used in demanding forming and trimming operations of AHSS sheets in combination with a PVD coating. The dimensional stability is very high and there is no risk of hardness drop after PVD process. Another big advantage with this steel is that it can be welded without preheating. This makes it very useful in case of bigger tools that need to be welded due to design change as an example. Below is an example where Uddeholm Caldie® has been coated with a duplex PVD coating from voestalpine eifeler coating GmbH for a trimming application.
Uddeholm Vanadis® 4 Extra SuperClean is a powder metallurgical steel with small and even distributed primary carbides that give an optimized balance between ductility and wear resistance. The small primary carbides in combination with high cleanliness secure this combination. This steel is the natural upgrade from Uddeholm Caldie® if one looking for a better wear resistance without losing too much of chipping resistance. The reason can be that the tool cannot be coated or as a back-up wear resistance even if the coating wears off. Another benefit with Uddeholm Vanadis® 4 Extra SuperClean can be the possibility to reach a higher compressive strength. The steel is typically used in demanding applications of AHSS.
Uddeholm Vanadis® 8 SuperClean is based on the same technology as Uddeholm Vanadis® 4 Extra SuperClean but with a property profile focusing on best wear resistance in combination with good ductility and machinability. This steel is for reliable long run production without unpleasant surprises. Maintenance is made easy with planned stops and less rework during maintenance. Typically used in AHSS applications were highest wear resistance is needed.
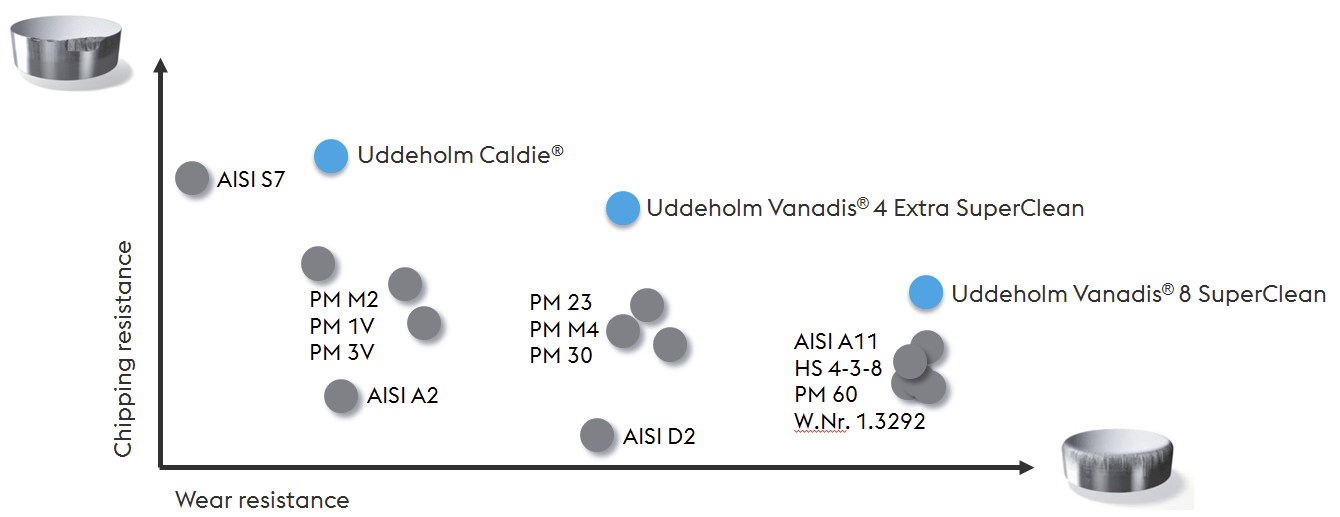
All three tool steel grades are especially developed for demanding cold work AHSS applications where the combination chipping and wear resistance is critical, therefore the property profiles are more optimized for this.
A conventional tool steel as AISI D2 has bigger primary carbide streaks that will act as stress raisers. In this case it doesn’t help with a better tool surface finish to increase the tool performance significantly. The “defect” is already created inside the steel. A crack is easily initiated and propagated through the carbide streaks when applying high loads and thus the tool life will be short and unpredictable.
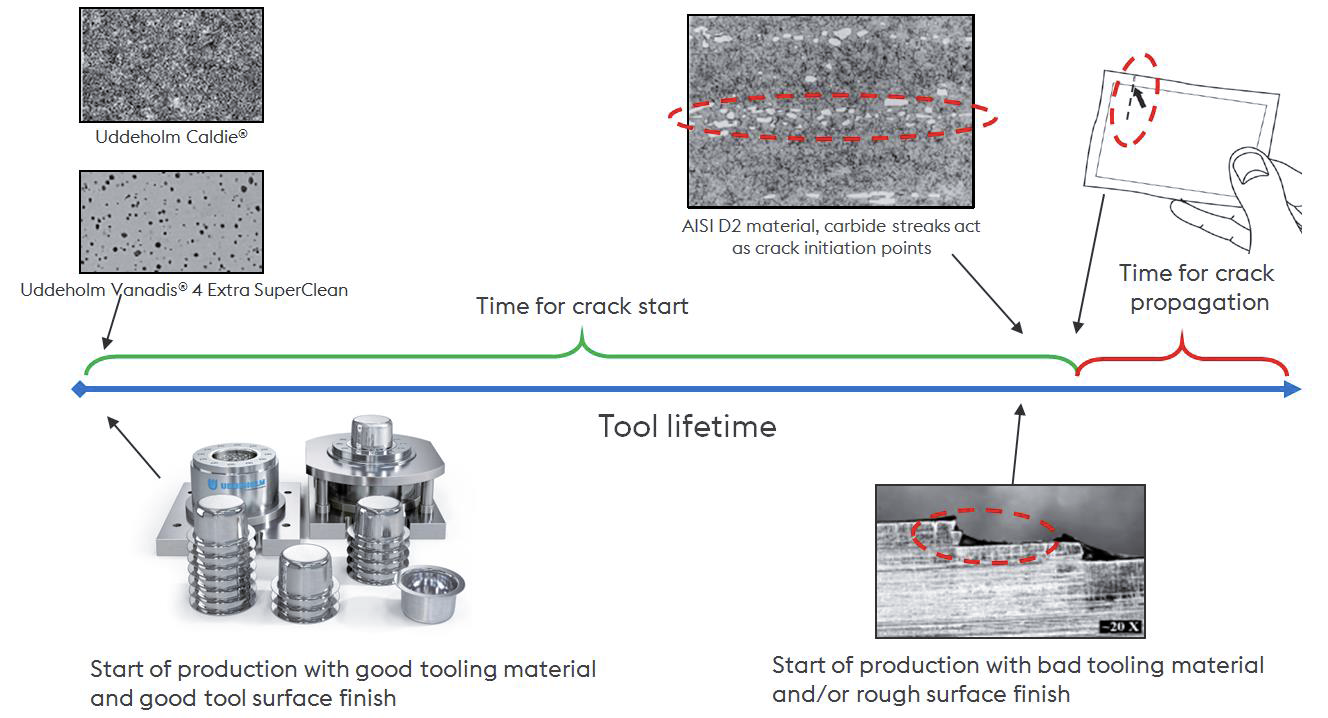
In order to utilize the full potential of modern cold work tool steels a good tool surface condition is essential. When combining a tool material with high ductility (no inner defects) with a good tool surface (no outer defects) it will be very difficult to initiate a crack even when the tool is exposed to high loads. This is the way to go for a long and predictable tool life and is the key for success.
This article was written by Berne Högman, Product Manager Cold Work